The print-receptive PE films market report provides an in-depth assessment of market size, historical data, and future growth forecasts across all key segments by resin type, ink system, finish, additives, application, end-use industry, and region. It covers detailed regional analysis for North America, Europe, Asia Pacific, Latin America, and Middle East & Africa, profiles leading companies and emerging players, evaluates competitive dynamics, maps the full value chain from raw material suppliers to converters and end users, and presents comprehensive trade statistics plus manufacturers and suppliers data with all supporting charts, tables, and quantitative metrics.
Print receptive PE films are polyethylene-based films (LDPE, LLDPE, HDPE, BOPE, CPE, MDO-PE) engineered with surface treatments or primers to enable high-quality, durable printing across flexographic, rotogravure, digital, and thermal transfer processes. They serve as mono-material print webs or outer layers in laminates for branded packaging and labels, balancing ink adhesion, sealability, optics, and recyclability.
AI enables printing organisations to gather and examine large volumes of data from print jobs, operational performance, and customer choices. By developing this data, businesses can make informed decisions, update procedures, and identify trends. This results in more effective operations, developed printing quality, and perfect targeting for customer demands. One of the main effects of AI in printing is its potential to streamline workflows. AI-powered systems can automate daily work, such as managing inventory, scheduling print jobs, and updating resource use. This not only speeds up manufacturing time but also lowers costs by eliminating human intervention throughout the printing procedure.
Increasing Demand For The High Performance Packaging Material Drives The Market Expansion
The acceptable nature of polyethylene packaging material points out that it fulfills a series of performance needs of packaging use across the consumer market. For instance, the usage of PE is prevalent in the food packaging sector to protect products ranging from fresh vegetables and fruits to frozen liquids and products, due to its moisture-resistance and capability to protect freshness. The healthcare sector depends on the protective and hygienic nature of PE films, and its opposition to pollutant, while among the user goods, this material serves as a sturdy, lightweight, and economical procedure to protect products, and serves the essential chemical resistance to packaging products such as laundry detergents.
Environmental Impact Limits The Market Expansion
PE films are widely used in packaging due to their flexibility, moisture resistance and cost-effectiveness, but they also come with certain limitations. One main drawback is their poor oxygen and gas barrier properties, which makes them less suitable for products needing expanded shelf life without additional barrier layers. They also have low heat resistance, limiting their usage in high-temperature procedures such as sterilization or openable packaging. Print-receptive PE films can be prone to punctures, stretching and tears under heavy loads, lowering their durability in demanding logistics. From a sustainability perspective, while recyclable, PE films invest in plastic waste concerns, and multi-layered PE laminates are difficult to recycle.
Growing Usage For Different Types Of Packaging And Processing Applications
The packaging design procedure should ensure recyclability from the beginning. This includes considerations about the kind of materials, how they are generated, and how they can be used again. Polyethylene (PE ) is an evergreen plastic that has been accepted to align with several types of packaging and processing while also allowing mono-material designs that have the capability to be recyclable and can invest in greater quality recyclates for future usage. Circular designs do not apply only to the latest packaging formats, which should also be used to reevaluate and develop upon current packaging designs. For instance, a regular laminate structure that uses coatings and metallized layers to serve the necessary protection for demanding barrier uses. Using the latest in PE Film Technology, all PE-laminates are now possible. These films are printable and, in several cases, serve the needed barrier performance and reduce energy consumption during manufacturing.
How Has The LLDPE (Ziegler-Natta) Segment Dominated The Print-Receptive PE Films Market?
The linear low-density polyethylene film segment has dominated the print-receptive market in 2025, Linear Low-Density Polyethylene is a hugely used material in PE films due to its excellent balance of power, flexibility and cost -effectiveness .Just like LLDPE is produced through copolymerization with alpha-olefins, which gives it higher tensile power , puncture resistance and impact resistance while tracking good flexibility. In PE film applications, LLDPE is selected for stretch films, agricultural films, and heavy duty industrial packaging, as it offers superior toughness and downgauging ability-allowing thinner films without compromising performance.
mLLDPE (metallocene Linear Low-Density Polyethylene) segment is expected to be the fastest in the market during the forecast period. They are a kind of polyethylene that is produced using metallocene catalysts. It serves different combinations of properties as compared to regular LLDPE. mLLDPE generally has a limited molecular weight distribution, resulting in developed mechanical properties, such as higher tensile strength, tear strength, and puncture resistance too. It also consists of superior stiffness, clarity, and processability.
They are prevalent in applications like high-performance films, packaging films, industrial liners, and stretch films. Its developed properties make it an ideal choice for demanding use in which flexibility, strength, and clarity are important.
")
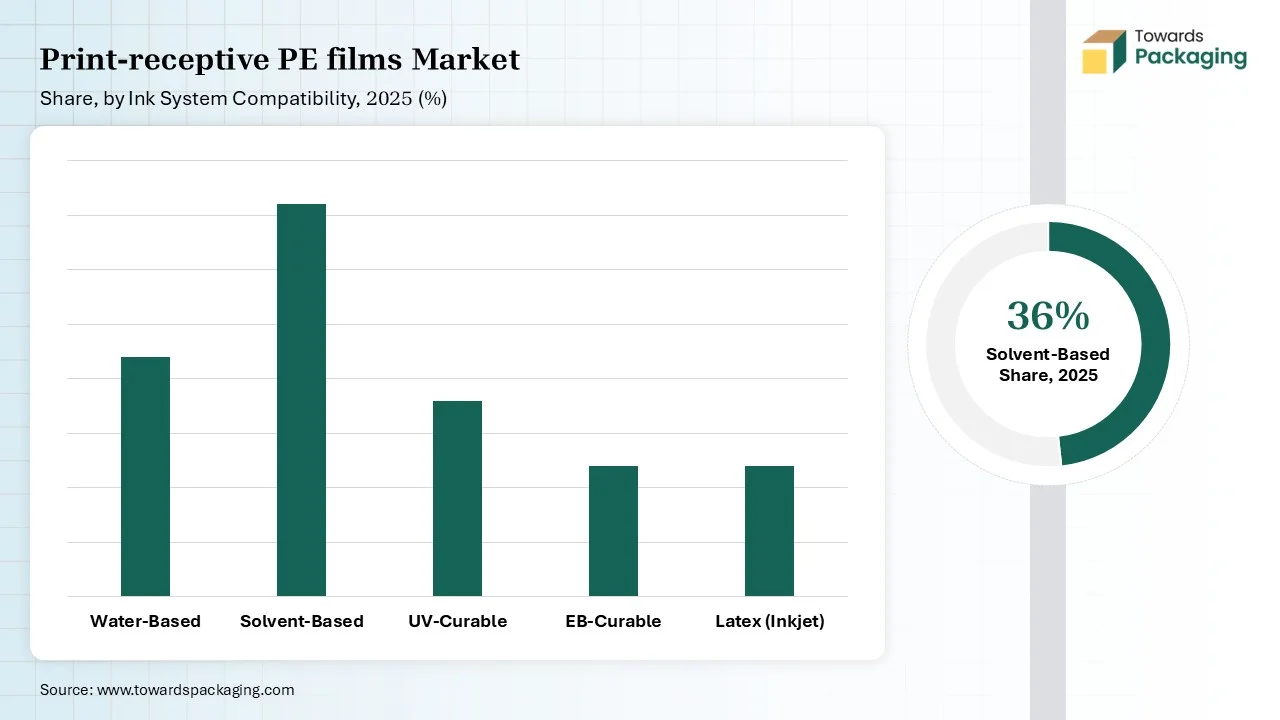
How Did The Solvent-Based Segment Dominate The Print-Receptive PE Films Market?
The solvent-based segment has dominated the market in 2025 as ink systems are widely used for printing on polyethylene films because of their strong adhesion, fast drying properties, and ability to serve vibrant print quality even on non-porous surfaces. PE films, commonly used in flexible packaging for personal care, food, and industrial products, have a low surface energy that makes ink adhesion challenging. To develop compatibility, surface treatments, such as corona, flame treatment, and plasma, are applied to PE films, increasing surface energy and allowing solvent-based inks to bond effectively. Solvent-based systems are chosen in many cases due to their resistance to abrasion, moisture and chemicals, which ensures durable and high-quality prints suitable for demanding uses like frozen foods, medical packaging, and detergents.
The water-based segment is expected to be the fastest in the market during the forecast period. They are increasingly being accepted for printing on polyethylene (PE) Films, though their compatibility poses more limitations compared to solvent-based systems. Since PE films have inherently low surface energy, direct adhesion of water-based inks is difficult. To overcome this, surface pretreatments like corona discharge, plasma treatment, or plasma are being applied, raising the surface energy to levels perfect for water-based ink adhesion. They are specifically valued in food and beverage packaging, in which low odor and regulatory compliance are complicated. To solve this issue, advancements in polyurethane dispersions, acrylic emulsions, and hybrid water-based formulations are improving their performance on PE films, which makes them more valuable, eco-friendly alternatives for flexible packaging.
How Did The High Gloss Dominate The Print-Receptive PE Films?
The high gloss segment has dominated the market in 2025 because PE films deliver as a luxury packaging material as they serve excellent transparency, superior glossiness, and rigid mechanical properties. The material serves as an unavoidable printability characteristic, which makes it perfect for high-end packaging uses as well as decorative laminates and electronic usage. The film shows relevant heat resistance, tear strength, and chemical durability, which serve durability and visual look in several demanding surroundings. The evergreen gloss nature of PE Film allows it to protect products while displaying them in a grabbing way. The material works perfectly with all printing technologies, including gravure, flexo, UV, and digital and screen printing, to align with the demand of either glossy clear film PET or clear PET film uses.
The Matte segment is predicted to be the fastest during the forecast period. They are an evergreen solution for receiving visual and functional effects in plastic products. Many matting agents are available in the market depending on their chemical composition and particle size. The perfect choice can be created depending on the use. Calcium carbonate is prevalently used in polyethylene formulations .CaC2O3 can smoothly lower gloss while also developing other characteristics like heat resistance and stiffness. This soft equipment consists of a platy pattern that enables the scattering of light, making a matte finish. Talc also improves the effectiveness and printability of polyethylene products. On the other hand, silica is a smooth agent for PE created from finely milled sand with perfect light-scattering properties. It can also develop the dimensional stability of the product and the scratch resistance of the final product. It is smooth in lowering gloss and is also chemically inert, making it perfect for a huge series of applications.
How Did The Slip/Antiblock Segment Dominate The Print-Receptive PE Films Market?
Anti-block/slip segment dominated the print-receptive PE films market in 2025, as agents can be used directly on an internal level in many cases, or applied on the surface. Without an exact anti-block or anti-slip agent, depending on nomenclature usage, molded part quality, and polymers, performance can be severely affected. Anti-block agents can be utilised specifically or formulated into a polymer, liquid polymer, or polymer masterbatch. Also, these materials can affect polymer particular aspects like clarity or optical properties, friction, hardness, and antistatic properties too.
Anti-Fog segment is expected to be the fastest in the market during the forecast period. They are hugely accepted in food and fresh produce packaging to maintain visibility and expand shelf life. Normally, moisture inside the package condenses into water droplets on the film surface, making a cloudy effect that blocks product visibility. Anti-fog PE films are treated with special additives or coatings that lower surface tension, causing the condensed water to spread into a uniform transparent layer instead of forming droplets. This property ensures clear product visibility, which is crucial for user appeal in retail shows. Furthermore, to develop appearance, anti-fog films assist in protecting freshness by maintaining an internal microclimate and preventing excess moisture buildup.
")
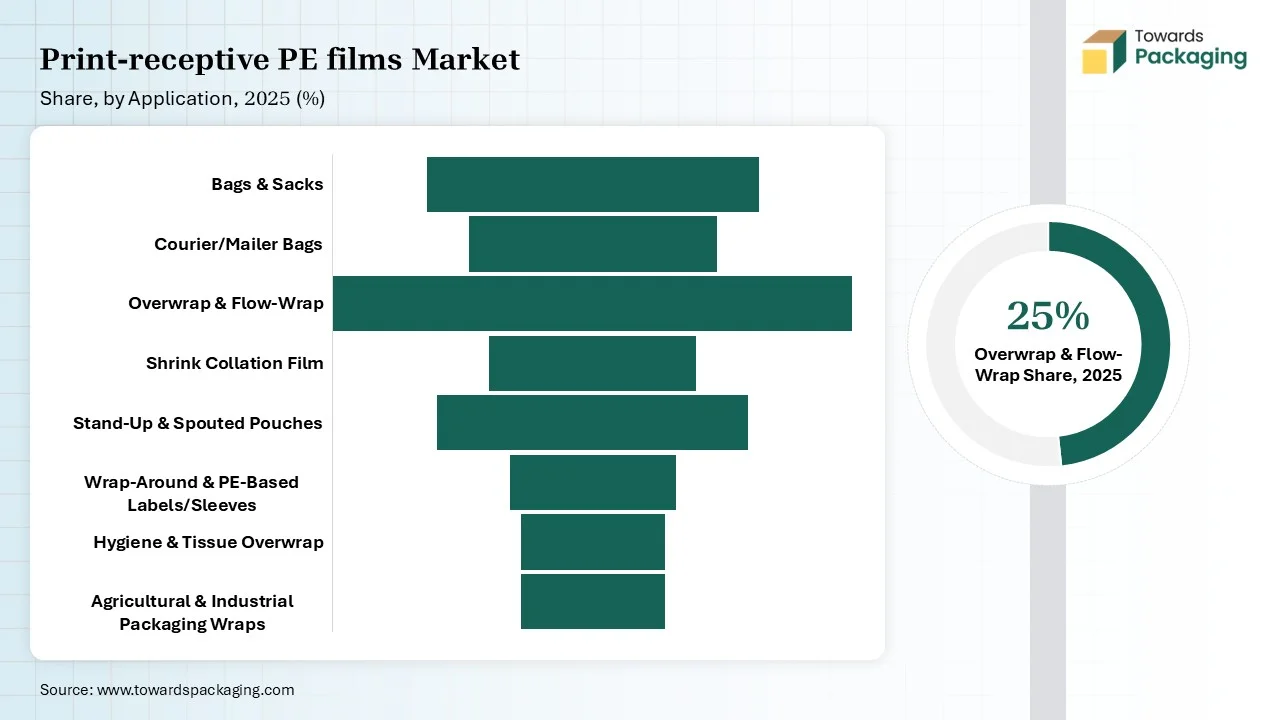
How Did The Overwarp And Flow-Wrap Segment Dominate The Print-Receptive PE Films Market?
Overwarp and flow-wrap segment dominated the market in 2025. Overwrap is a kind of packaging material used to wrap products. It is a flexible and thin plastic film that covers items to protect them and keep them fresh. We frequently see these products of cosmetics, food, and electronics. Utilising overwarp films has several advantages. It assists in keeping products safe and clean from moisture and dust. It also expands the shelf life of the product by packaging it in a fresh way. Additionally, it can develop the look of the products, making them more attention-grabbing to users. While flow wrapping is a packaging procedure in which a product is kept on a polyethylene or polypropylene sheet, moved horizontally, and packed on both ends. The horizontal flow wrapper is the most prevalent type. This procedure is known as horizontal bagging, crimp seal wrapping, pillow pouch wrapping, and fin seal wrapping. It is a kind of airtight packaging that excludes oxygen and protects the product from contact with moisture and airborne pollutants such as dust.
Stand-up and spouted pouches (Mono-PE) segment are expected to be the fastest in the market during the forecast period. Spout pouches are a kind of flexible packaging that can effectively decrease plastic waste, but their eco-friendly nature depends on the materials used and local recycling potential. They specifically use lesser material as compared to rigid containers, yet a smooth, recyclable, and effective design is important to lower their environmental footprint. They are created from a mix of polyethylene, aluminium foil, or polypropylene. These kinds of material serve flexibility, durability, and a rigid moisture barrier, ensuring the pouch’s safety and the functionality of the content inside.
How Did The Food And Beverage Industry Segment Dominate The Print-Receptive PE Films Market?
The food and beverage segment dominated the market in 2025 as print-receptive PE films are importantly used to package the vegetables and fruits along with other fresh vegetables of the leafy green types. Throughout the above work, because PE has the property of water opposition, specific food items are fresh, given that Aleutian decomposition and updation do not occur on food products during the storage and transportation time. They are even utilised as a wrapper for sensitive food items, protecting their content by tracking hygiene, while serving as a layer that barricades both bacteria and moisture from entering the products. PE film-based vacuum-sealed packaging displays superior performance in tracking product shelf stability.
E-commerce and logistics segments are predicted to be the fastest-growing during the forecast period. They have become an important packaging material due to their flexibility, strength, and protective qualities. Widely used in courier bags, bubble wrap, and protective covers, PE films provide durability against tearing, moisture resistance, and tamper-evidence, ensuring products remain safe during transit. Their lightweight nature reduces shipping costs while offering efficient handling in bulk logistics. With the rise of e-commerce, demand for PE films has surged as they support secure packaging, branding through printed films, and easy customization for different product categories. Additionally, innovations such as recyclable and bio-based PE films are gaining momentum, aligning with sustainability goals in logistics and online retail.
")
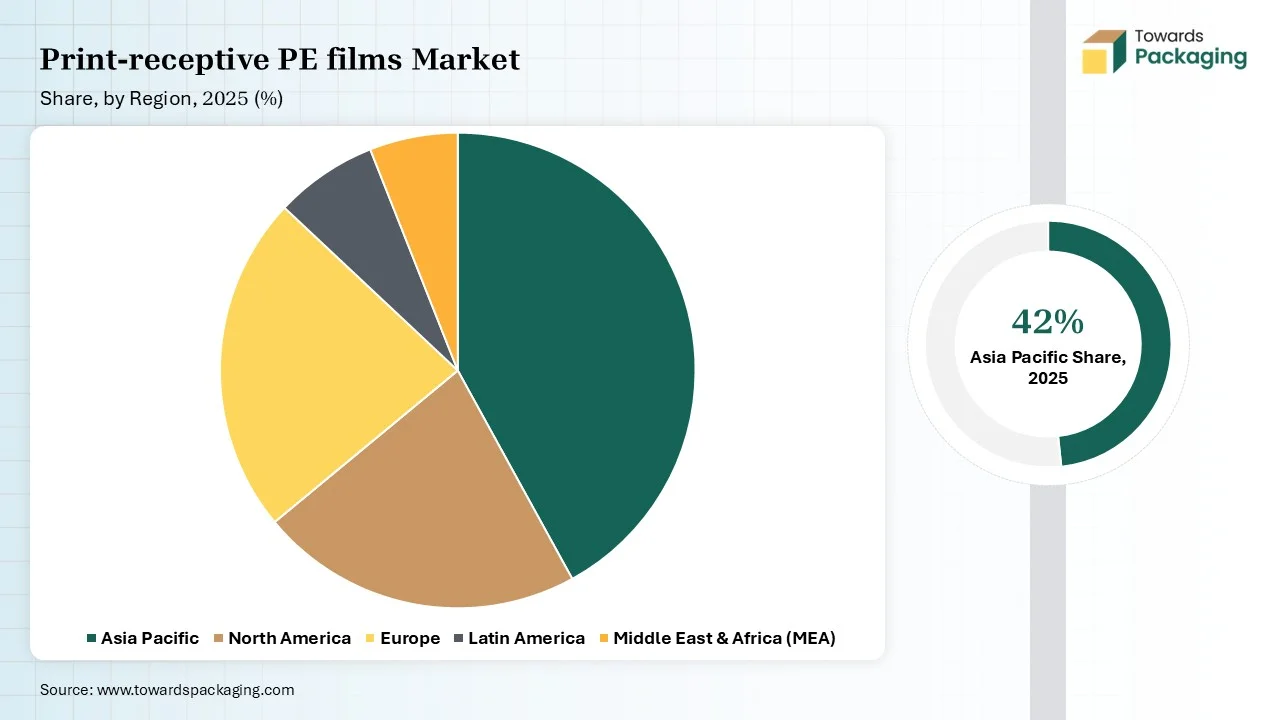
Asia Pacific dominated the print-receptive PE films market in 2025 as the demand for print-receptive PE films in the Asia Pacific is witnessing rapid growth, driven by the booming online retail sector, rising cross-border trade, and expansion of last-mile delivery services. Countries like China, India, and Southeast Asian nations are the main contributors, with increasing adoption of flexible, cost-effective, and lightweight packaging solutions. PE films are selected for courier bags, tamper-proof packaging, and protective wraps, which ensure product safety during high-volume shipments. Moreover, the push towards sustainable and recyclable packaging films is shaping market demand, as both retailers and users in the region are becoming more eco-conscious.
The Middle East and Africa is expected to be the fastest-growing in the market during the forecast period. The urge for this is growing in this region, largely driven by booming e-commerce, food and beverage, and pharmaceutical sectors. Rising urbanisation, a young consumer base, and increasing internet penetration are fueling online retail and logistics, in which PE films are widely used for flexible, cost-effective, and lightweight packaging. In the food sector, print-receptive PE films are high in demand for fresh produce, frozen food packaging, and dairy, too, assisted by growing retail chains and supermarkets. Also, while in the pharmaceutical sector, they are even valued for sterile packaging.

By Resin Type
By Ink System Compatibility
By Finish / Appearance
By Functional Additives
By Application
By End-Use Industry
By Region

Research & Advisory Analyst
Yogesh Kulkarni is an experienced Research Analyst specializing in the packaging sector, with a strong foundation in statistical analysis and market intelligence. He currently contributes his expertise to Towards Packaging.
Learn more about Yogesh Kulkarni
Reviewed By
Aditi Shivarkar, with 14+ years in packaging market research, specializes in food, beverage, and eco-friendly packaging. She ensures accurate, actionable insights, driving Towards Packaging Analytics & Consulting 's excellence in industry trends and sustainability.
Learn more about Aditi ShivarkarPrint-Receptive PE Films Market